





0755-2357 4326
191 2833 8135



模流分析是依据材料加工流变学和传热学为理论基础,建立熔融流体在模具型腔中的流动和传热的物理模型。熔融流体在流动过程中遵循连续性方程、动量守恒方程和能量守恒方程,运用有限元或有限元差分混合数值方法求出熔融流体在不同时间段的速度场、压力场、温度场等变化情况,从而对实绩生产进行模拟分析。
案例介绍:
客户名称:湖州某金属制品有限公司
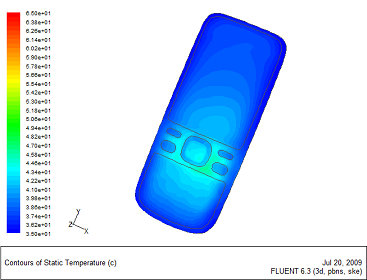
检测项目:压铸壳体模流分析
检测周期:2023年4月20日
项目地点:广东深圳
分析内容:
序号 | 项目 | 单位 | 理论值 | 序号 | 项目 | 单位 | 理论值 |
1 | 铸件模腔投影面积<A> | cm² | 400 | 19 | 低速射出点2 | mm | 138 |
2 | 铸造压力 | kg/cm² | 700 | 20 | 低速射出速度3 | m/s | 0.45 |
3 | 锁模力(A*P/100) | Tons | 700 | 21 | 低速射出点3 | mm | 290 |
4 | 铸件净重<Wp> | g | 650 | 22 | 低速填充总时间 | s | 1.07 |
5 | 排渣净重<Wo> | g | 210 | 23 | 高速切换点 | mm | 290 |
6 | 充填净重<Wp+W0> | g | 840 | 24 | 高速射出速度 | m/s | 2 |
7 | 料柄厚度 | mm | 20 | 25 | 浇口截面积 | cm² | 275 |
8 | 冲头凸出模板长度 | mm | 12 | 26 | 浇口速度 | m/s | 38 |
9 | 料柄+料道之净重 | g | 540 | 27 | 铸造总重量 | g | 1380 |
10 | 料管内径 | cm | 7 | 28 | 模具料管长度 | mm | 80 |
11 | 柱塞头截面积 | cm² | 38.465 | 29 | 机台料管长度 | mm | 420 |
12 | 高速填充时间 | s | 0.03 | 30 | 总行程 | mm | 500 |
13 | 浇口凝固时间 | s | 0.086 | 31 | 射出停止位置 | mm | 530 |
14 | 产品材料占总重量的比例 | % | 45.65 | 32 | 高速行程 | mm | 100 |
15 | 料筒填充率(30%-70%) | % | 36 | 33 | 低速行程 | mm | 290 |
16 | 低速射出速度1 | m/s | 0.15 | 34 | 产品平均肉厚 | mm | 2.94 |
17 | 低速射出点1 | mm | 90 | 35 | 料温(tm) | ℃ | 680±10 |
18 | 低速射出速度2 | m/s | 0.3 |
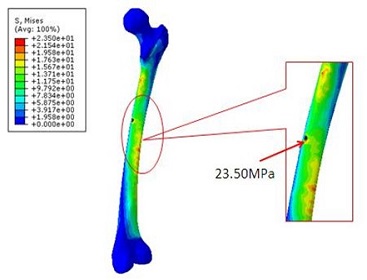
分析结果:(因客户产品需要保密,所以只能放经过处理的图片)
|
|
充型时间 | 卷气分析 |
|
|
凝固顺序分析 | 缩孔缩松分析 |






 返回列表
返回列表